汽车在制造过程当中是由成千上万个冲压件所构成。而冲压件紧要是有各式各样五金冲压件、精密五金配件、电子元器件等拼接而成。
冲压件的制造质量对整车质量影响非常大,对于轿车和各类客车尤显重要。在冲压件的制造中,听凭对于拥有繁杂空间几何形状的大型冲压件、内饰件、焊 匠辗受成等,还是对于容易的小型冲压件、内饰件等,比较多利用专业用的检测夹具(简称检具) 作为紧要检测手段,用于掌控程序间的产品质量。检具检测拥有迅速、准确、直观、方便等长处,特别适用于大量生产的须要。八十时期中期之后,伴随着轿车和客车 工业的迅速发展,冲压件检具在中国汽车行业的运用已相当普遍。
五金冲压件回弹对于汽车冲压件来说是较难解决的问题,目前还没有一个完美的方法根治冲压件回弹,需要我们针对冲压件回弹问题进一步深入研究.那么到底影响汽车五金冲压件回弹的因素有哪些?
1. 材料性能
在汽车身上有不同强度的冲压件,从普通板材到高强板,不同板材有着不同的屈服强度,板材的屈服强度越高,就越容易出现回弹现象。
2. 材料厚度
在成形过程中,板料厚度对弯曲性能有很大的影响,随着板料厚度增加,回弹现象会逐渐减少,这是因为随着板料厚度增加,参与塑性变形材料增加,进而弹性回复变形也增加,因此,回弹变小。
3. 零件形状
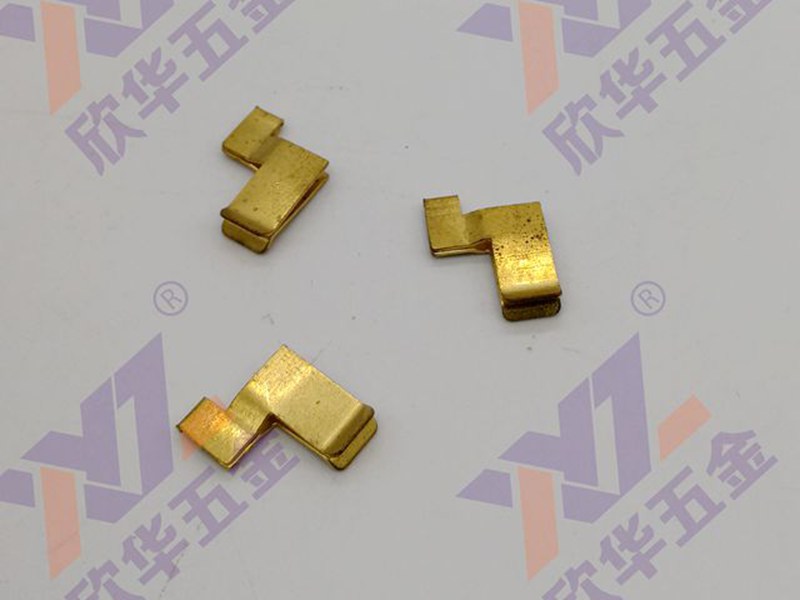
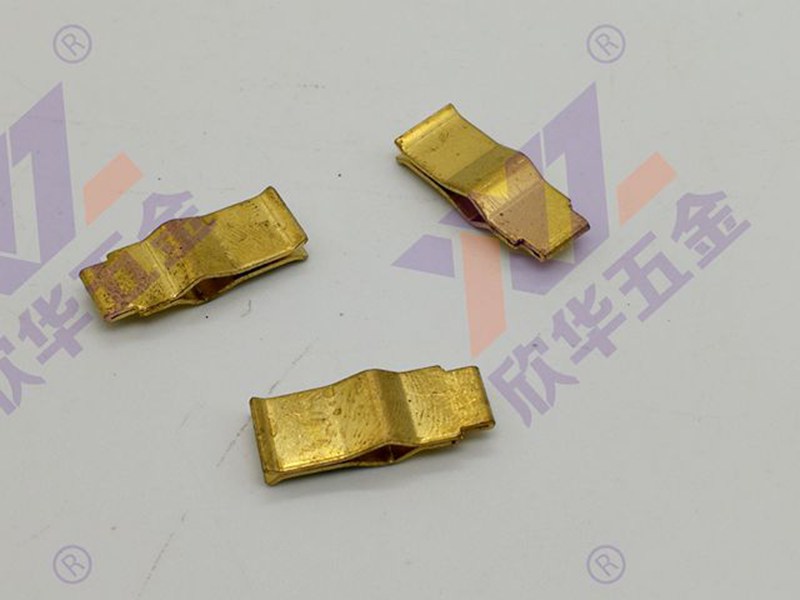
不同形状的零件回弹差异很大,形状复杂的零件一般都会增加一序整形,防止成形不到位出现回弹现象,而更有一部分特殊形状零件比较容易出现回弹现象,如U型零部件,在分析成形过程中,必须考虑回弹补偿事宜。
4. 零件压边力
压边力冲压成形过程是一项重要的工艺措施,通过不断优化压边力,可以调整材料流动方向,改善材料内部应力分布。压边力增大可以使零件拉延更加充分,特别是零件侧壁与R角位置,如果成形充分,会使内外应力差减少,从而使回弹减小。
5. 拉延筋
拉延筋在当今工艺中应用较为广泛,合理的设置拉延的位置,能够有效地改变材料流动方向及有效分配压料面上的进料阻力,从而提高材料成形性,在容易出现回弹的零件上设置拉延筋,会使零件成形更充分,应力分布更均匀,从而回弹减小。
与五金加工件相比较,汽车冲压件的检测有以下特征:
1.工件形状常常较繁杂、不规则,定位、支承、装夹较困难;
2.工件刚性一般较差,在检测过程当中容易因变形引起偏差;
3.除少数小冲压件外,通常将冲压件的尺寸基准置于车身坐标系中来处置,除了工件的很多特征部位(如孔、凸缘等) 相较于邻近坐标线的距离尺寸在图上给予标注外,对于大部分外观轮廓(特别是自由曲面) 并未给出尺寸数值。当前,至八十时期还普遍运用的以坐标网格标注尺寸的模式已渐渐被CAD 数据所代替。由设计部门供应的冲压件、焊接件乃至车身的CAD 数据可一并作为制造模具、焊接夹具和检具的尺寸根据。图1 为一轿车车身坐标系示意图。坐标原点位于前轴中点,沿X 、Y、Z 轴平行摆设的网络线以100mm 的间距穿过车身,用于明确车身上的所有位置点,借助那些网络线可明确车身上各个零配件的位置。当然,据此也可以制表模式作出早先曾运用的坐标网格标注尺寸。