影响回弹量的因素有t零件材质、板厚、冲压力, 模具的尺寸和形状。
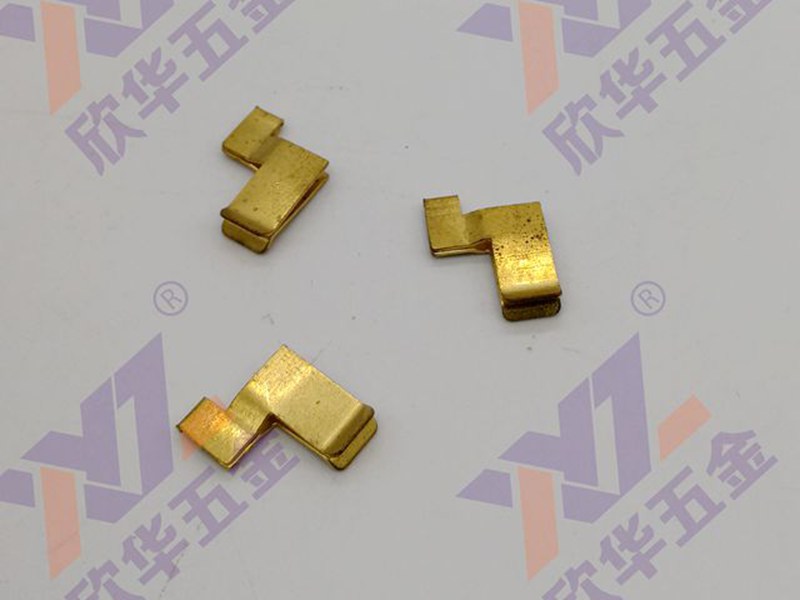
(1)凸模的曲率半径。回弹量随曲率半径的增大而增大,随曲率半径的减小而减小虽因材质不同丽稍有差别,但一般选取板厚的以下为宜。同时还必须考虑折弯板料的最小曲率半径。
(2)凹模肩部圆角半径的太小。凹模肩部圆角半径过大时零件向外张开, 过小时零件向内倾斜。一般选取板厚的2~4倍。
(3)折弯深度。折弯深度小内外张开大, 向外张开随深度的增加而减小。通常,折弯深度应在板厚的4倍以上。
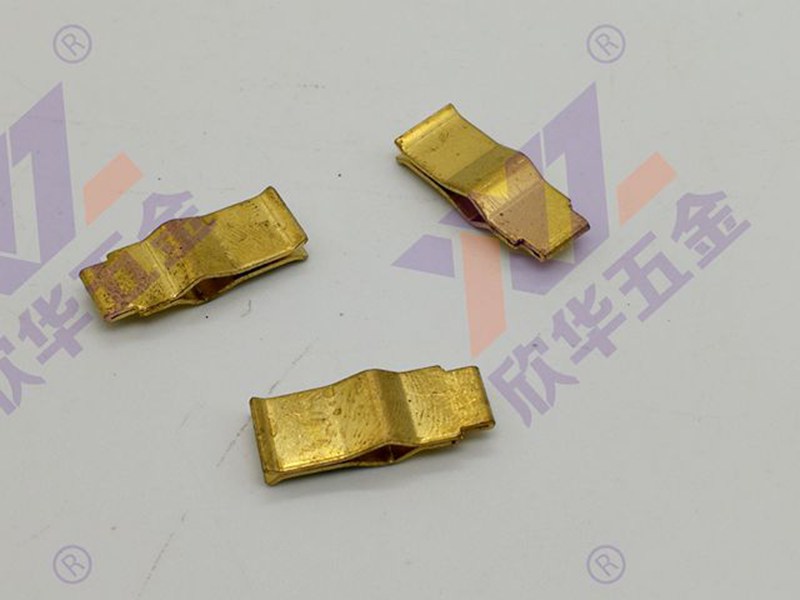
(4)凸凹摸的间隙。凸凹模的间隙比板厚大时,板料不能很好地贴合在凸模上。凸模的圆角半径越大, 回弹量越大,相反, 间隙过小时,回弹几乎消除,但转变成向内倾斜。一般间隙比板厚小0.O2一O.05mm为宜。
因为上述诸影响因案的存在,所以如果综合考察这些因素和回弹的本质,就容易发现回弹现索产生的原因,继而针对其原因加以制止。产生回弹的根本原因是材料完成折弯加工后, 弯曲部分受到不均匀的应力作用。若将这部分不均匀的应力变成均匀应力, 即使整个断面上都为压应力或都为拉应力, 就能减小回弹量。但是,有些零件对变形有特殊要求, 如不宜压痕, 这就必须在设计和工艺上采用适当的方案。对这类零件, 宜采用凸凹模的形状, 也能很好地小回弹量。